
Каковы проблемы в листе TPU?
ТПУ предлагает комбинацию эластичности, износостойкости, устойчивости к погоде и переработки окружающей среды, что делает его широко используемым в медицинских, спортивных и упаковочных приложениях. Тем не менее, его широкий диапазон твердости (Shore A 60 к берегу D 80), чувствительная вязкость расплава и восприимчивость к гидролизу и термическому деградации приводят к три ядра в процессе литья: контроль однородности, поддержание производительности и стабильность процесса. Конкретные проблемы, их причины и воздействия следующие:
1. Предварительная обработка сырья: контроль влаги является сложным и напрямую влияет на качество листа.
TPU - это очень гигроскопический полимер. Уретановые связи в его молекулярной структуре легко реагируют с водой. Превышение содержания влаги в сырье может привести к ряду проблем в процессе формирования. Это основная задача предварительной обработки для листа TPU. Трудности:
Быстрое поглощение влаги и сложность в полном удалении: гранулы TPU, подвергшиеся воздействию воздуха в течение всего одного часа, могут увидеть, как их содержание влаги возрастает с 0,03% (приемлемое значение) до более чем 0,1%. Уровень поглощения удваивается в средах с влажностью> 60%. Кроме того, влага легко проникает на гранулы, затрудняя полностью удаление с обычной сушкой.
Узкое параметр сушки: если температура сушки слишком низкая (<80 ° C), влага не может полностью испариться. Если температура слишком высока (> 120 ° C), TPU будет преждевременно смягчать и прилипнуть вместе, образуя «комковатные агломерации» и предотвращая правильное кормление. Если время высыхания слишком короткое (<4 часа), влага останется, в то время как, если оно будет слишком длинным (> 8 часов), молекулярные цепи TPU будут слегка ухудшаться, снижая его эластичность.
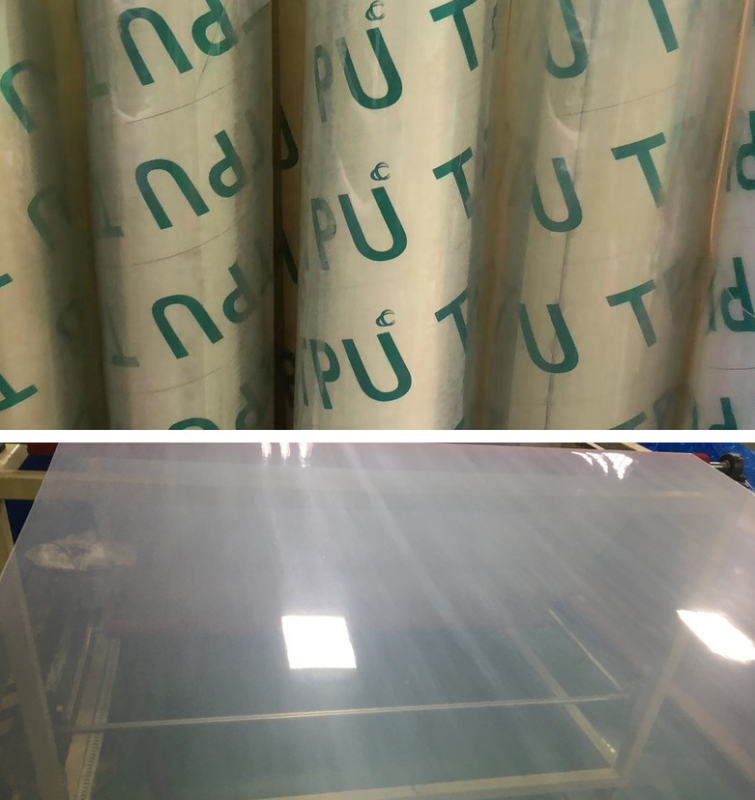
Прямое воздействие: после формирования на поверхности листа появятся пузырьки и выходы (вызванные высокотемпературной испариванием влаги), а «серебряные полосы» будут образуются внутренне (из-за неравномерного потока расплава, вызванного паром влаги). В тяжелых случаях лист может расслабиться и механические свойства (такие как прочность на растяжение) могут уменьшаться на 15-30%. II ТПУ листа. Экструзионное формование: Поток расплава и контроль температуры являются основными узкими узкими местами.
Основным процессом формования листа TPU является «однократная/двойная экструзия с двумя скважинами, за которой следует календер». Тем не менее, расплава TPU демонстрирует значительные не-ньютоновские свойства (вязкость чувствительна к температуре и скорости сдвига), а совместимость процесса TPU различной твердости значительно варьируется. Это затрудняет контроль единообразия и стабильности во время экструзии, что является ключевой оперативной задачей для оборудования.
1. Чувствительная вязкость расплава может легко привести к неровной толщине листа.
Причины сложности:
Скорость потока расплава TPU (MFR) чрезвычайно чувствительна к колебаниям температуры: на каждые повышение температуры на 10 ° C MFR может увеличиваться на 20-30% (по сравнению с 5% -10% для стандартного PP). Если температура экструдера ствола колеблется на ± 3 ° C по участкам, вязкость расплава значительно варьируется, что приведет к неравномерным скоростям разряда. Плохая адаптивность скорости сдвига: мягкий TPU (Shore A 60-80) имеет низкую вязкость расплава. Чрезмерно высокие скорости винтов (> 60 об / мин) могут легко вызвать перелом расплава (шероховатые и морщинистые поверхности материала). Твердый TPU (Shore D 60-80) обладает высокой вязкостью расплава, поэтому низкие скорости (<30 об / мин) могут привести к недостаточной пластификации, что приводит к неподвижным частицам внутри листа.
Прямое воздействие: отклонения толщины листа превышают допуски (приемлемое отклонение ≤ ± 0,05 мм, часто превышая ± 0,1 мм). Следы раковины распространены в областях, где материал слишком толстый, в то время как поломка распространена в областях, где материал слишком тонкий. Это делает лист непригодным для приложений с высокими конкретными приложениями, такими как медицинские пленки. 2. Чрезвычайно высокотемпературная точность контроля необходима, чтобы избежать теплового разложения и потери производительности.
Трудности:

ТПУ имеет узкий диапазон тепловой стабильности: большинство температур обработки TPU варьируются от 200 ° C до 230 ° C. Температура выше 240 ° C вызывает разрушение молекулярной цепи (разложение уретановых связей), высвобождая газы, такие как Co₂, что приводит к «сожженным частицам» (небольшие черные пятна) в листе. Температура ниже 190 ° C приводит к недостаточной текучести расплава, предотвращая заполнение полости матрицы, что приводит к «нехватке».
Сопоставление градиента температуры ствола является сложным: экструзия TPU требует строгого «низкотемпературного кормления-среднего уровня пластификации-высокотемпературного гомогенизации» (например, 180 ° C-150 ° C в сечении кормления, 200 ° C-210 ° C в пластифицирующем секция и 210 ° C-220 ° C в гомогенизируемом участке). Разница в градиентах менее 10 ° C приводит к неравномерной пластизации; Разница в градиентах, превышающая 30 ° C, может легко привести к локализованному перегреву и деградации. Прямые воздействия: листовые механические свойства (такие как удлинение при разрыве) ухудшаются, скорость упругого восстановления мягкого TPU падает с 90% до ниже 70%, а твердость твердого ТПУ уменьшается на 5-10 степеней берега. Поверхность подвержена пожелтчику (вызванной продуктами разложения), что влияет на внешний вид.
В -третьих, оборудование для календера листа TPU: трудно сбалансировать качество поверхности и устойчивости размеров
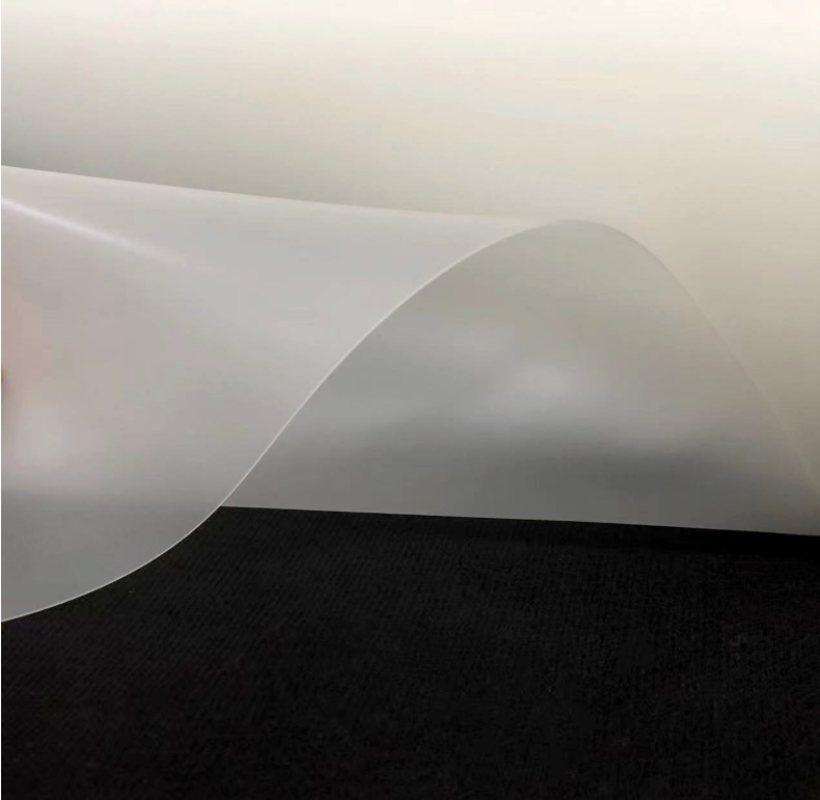
После экструзии листы TPU должны формироваться (управление толщиной и плоской) с использованием календерных роликовых систем. Тем не менее, TPU обладает сильным эффектом упругой памяти (склонным к отскок после охлаждения) и высокая скорость тепловой усадки (обычно 3%-5%, в 2-3 раза больше, чем у PP). Это затрудняет одновременное достижение как гладкости поверхности, так и размерной точности во время процесса календера, представляя ключевую проблему после сжигания. Сложность 1: Соответствующая температура календного рулона и давление.
Если температура календального рулона слишком низкая (<60 ° C), таяние TPU слишком быстро охлаждается на поверхности рулона и не может полностью прилипать к текстуре поверхности рулона, что приводит к матовой и туманной поверхности листа.
Если давление слишком высокое (> 15 МПа), мягкий TPU подвержен «остатке роликовой марки» (текстура поверхности рулона нажимается слишком глубоко), в то время как жесткий TPU подвержен «трескунию стресса» по краям. Если давление слишком низкое (<5 МПа), пузырьки внутри расплава не могут быть устранены, что приведет к неравномерной плотности листа. Сложность 2: Конфликт между охлаждением и размерной усадкой. После того, как лист TPU появляется из календерных роликов (при температуре приблизительно от 80 ° C до 100 ° C), он должен быстро охлаждаться до 40 ° C с помощью «охлаждающего ролика». Тем не менее, слишком быстрое охлаждение может привести к внутренней концентрации напряжений в листе, что делает его склонным к деформации (например, вверх погибке краев) во время последующего хранения. Охлаждение слишком медленно (> 30 секунд) приводит к тому, что TPU продолжает сокращаться, что приводит к увеличению отклонений размерных (например, от 2% до 3% усадки в продольном направлении), что делает его непригодным для последующей резки. IV Адаптируемость листа TPU: обычное пластиковое оборудование требует целевой модификации
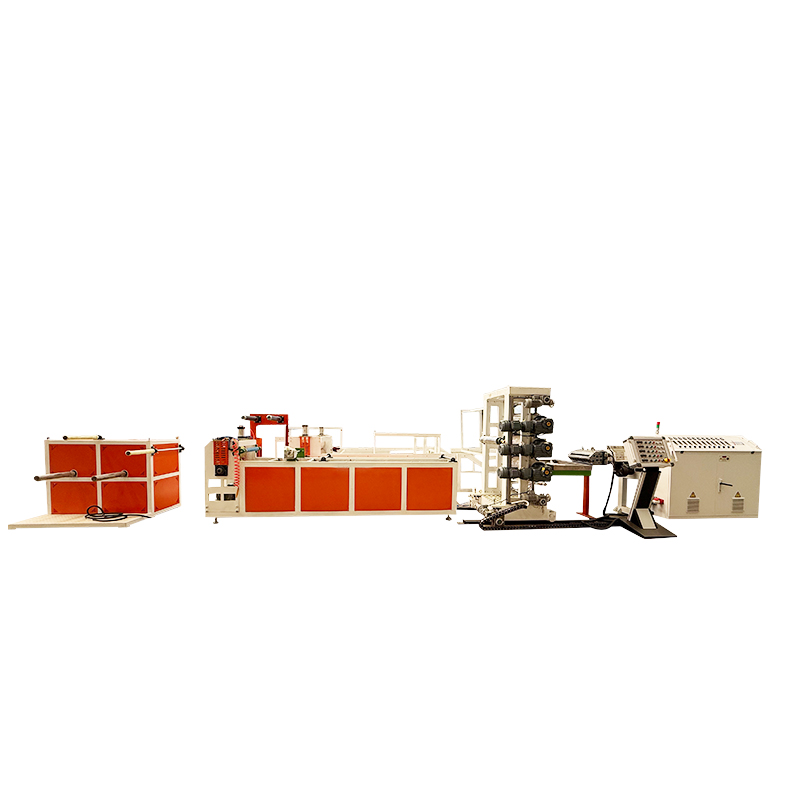
Оборудование для литья TPU не может напрямую использовать обычное оборудование экструзии PP/PE. Основные компоненты должны быть изменены, в противном случае вышеупомянутые трудности будут усугублены. Это представляет собой скрытую сложность на уровне оборудования:
Модификация винтовой структуры: обычные винты (такие как градиентные винты) имеют низкую эффективность пластификации для ТПУ и подвержены локализованному перегреву. Их следует заменить «барьерными винтами» (с дополнительной секцией смешивания) для улучшения пластизированной однородности, но эта модификация является дорогостоящей (приблизительно от 50 000 до 100 000 юаней на единицу).
Оптимизация дизайна Die: обычные плоские штампы подвержены «задержке расплава» в порте разряда (TPU остается в углах матрица в течение длительного периода, что приводит к деградации). «Торпедная головка» требуется для уменьшения мертвых зон, и разрыв матрицы должен быть точно регулируемым (с точностью ± 0,01 мм). В противном случае однородность не может быть достигнута для тонких листов ТПУ (толщина <0,1 мм).
Управление отключением и обмотки: листы TPU очень упругие, а «постоянное управление натяжением» обычных машин для вытягивания недостаточно. Он подвержен отказа (колебания растяжения ± 5% приведут к растяжению и деформации листа), и их необходимо заменить на «систему тягающего моторного моторного двигателя» с регулировкой датчика натяжения в реальном времени. При обмотке также необходимо принять «метод поверхностной обмотки» (чтобы избежать краевых морщин, вызванных центральной обмоткой), что значительно увеличивает стоимость инвестиций в оборудование.
















